
Am Dienstag war ich bei einem sehr interessanten Seminar von Altair und dem Laserzentrum Nord (LZN) zur Additiven Fertigung mit ALM (Additive Laser Manufacturing). Am Altair-Standort in Böblingen wurde einen Tag lang Wissen zum industriellen 3D-Druck vermittelt, das nach meinem Eindruck weit über das Einsteiger-Seminar hinausging, als das die Veranstaltung angekündigt wurde. Von der Technik über Konstruktionstipps und die Qualitätskontrolle bis hin zur Kalkulation reichte der Bogen, den Felix Hammerschmidt und Andreas Solbach vom LZN spannten.
Das Seminar – das noch dreimal in München, Böblingen und Köln stattfindet – begann mit einer Einführung in die 3D-Druck-Verfahren, diese war aber angenehm kurz und prägnant. Sehr gut gefallen hat mir, dass als Zukunftsprojekte die Ersatzteilproduktion bei der US-Armee und im Weltall vorgestellt wurde statt irgendwelcher Hirngespinste wie Nudel- oder Organdruck. Schon hier war zu spüren, dass die Zielgruppe technisch versierte Profis sind. Dies zeigte sich auch in der Teilnehmerliste, auf der sich bekannte Firmennamen aus dem Automotive- und Aerospacesektor ebenso fanden wie Vertreter der Zulieferer und des Mittelstands.
Das gesamte Seminar war auf das Laserschmelzen von Metall ausgerichtet, was für mich sehr interessant war, weil ich üblicherweise mit FDM-Druckern zu tun habe. Die ALM-Maschinen sind doch ein völlig anderes Kaliber als die Drucker, die man sich so auf den Schreibtisch oder ins Büro stellt. Das beginnt mit Preisen im sechsstelligen Bereich und endet noch lange nicht bei dem gewaltigen Aufwand „drumherum“, den eine solche Anlage erfordert.
ALM: Großer Aufwand, tolle Ergebnisse
Mit der ALM-Anlage ist es ja nicht getan, habe ich gelernt – rund um die Maschine steht eine gut ausgestattete mechanische Werkstatt. Das Aufschweißen induziert solch starke Spannungen in die Bauteile, dass sie teilweise vom Support abreißen. Deshalb müssen sie vor dem Trennen von der Platte spannungsarm geglüht werden, vor allem wenn Titan oder Edelstahl zum Einsatz kommen. Also benötigt man zunächst einmal einen Glühofen, der zudem eine Schutzgasatmosphäre braucht, damit die Titanteile beim Abkühlen nicht oxidieren.

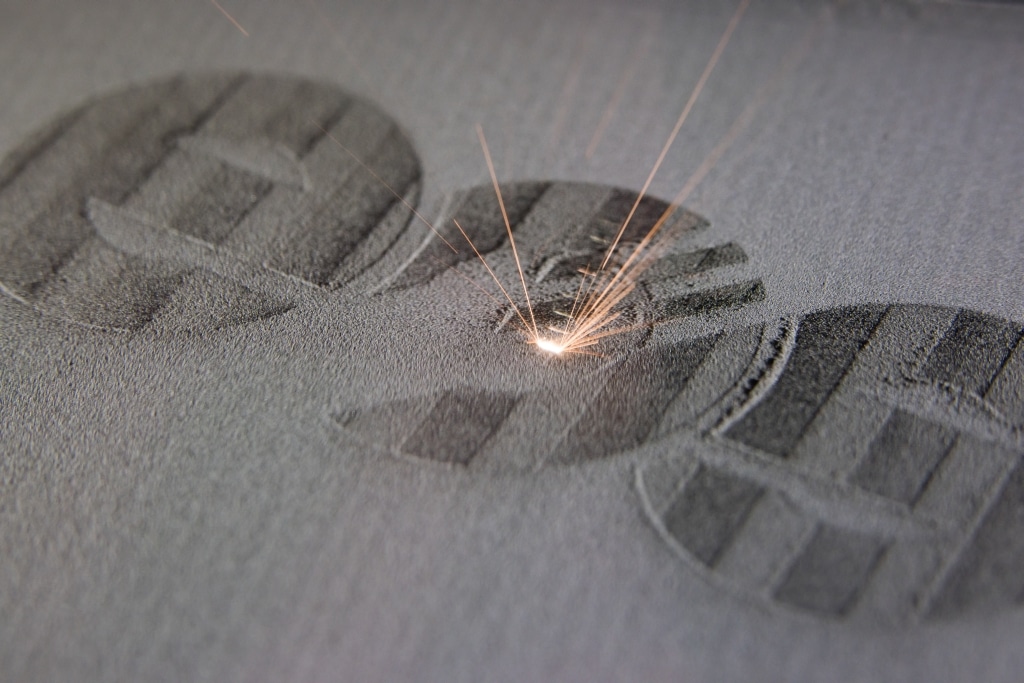
Die Bauteile sind auf der Druckplatte – die aus dem Material besteht, das verarbeitet wird – festgeschweißt und müssen mit einer Drahterodiermaschine von den Platte getrennt werden. Neben der Erodiermaschine steht dann ein Fräszentrum, das die Bauplatte für den nächsten Druck wieder planfräst. Danach muss die Platte, damit sie das Laserlicht nicht reflektiert, sandgestrahlt werden, ebenso wie die Teile, die aus dem Drucker kommen. ALM-Drucker schreiben ihre Schichten ja in ein Pulverbett, wobei viele Körnchen nur am Rande getroffen werden und nur relativ lose außen am Objekt hängen. ALM-Teile sind deshalb direkt aus dem Drucker sehr rau, was sich durch Entfernen der Anhaftungen schnell ändert.
Und es geht weiter: Das Pulver neigt zu Staubexplosionen, muss also in einem Gefahrgutschrank aufbewahrt werden. Und man muss damit umgehen können, beispielsweise, wenn man den Druck „auspackt“ – am Ende ist der Bauraum ja komplett mit Pulver gefüllt. Nach dem Druck muss der Bauraum mit einem speziellen Staubsauger gereinigt werden – auch hier unter Vollschutz und Atemmaske. Kein Wunder, dass EOS mir noch keine ihrer Maschinen zum Testen vorbeigeschickt hat.
Was ist auch nicht wusste: Das Metallpulver ist so fließfähig, dass im Gegensatz zum Pulverlasern von Kunststoff Supportstrukturen notwendig sind, deren Entfernen aufwändig ist – diese sind ja aus dem selben Titan, Alu oder Edelstahl wie das Bauteil. Also kommt noch ein gut ausgestatteter Mechanikerarbeitsplatz hinzu. Insgesamt wurde ein guter Überblick über die Technik des ALM gegeben, unter anderem auch über den Gasfluß in den Maschinen verschiedener Hersteller oder auch der Einfluss des Recoatings – also des Auftrags von Pulver in jeder Schicht – auf Bauteilqualität und Bauzeit. Bei einem Beispielteil dauerte das Recoating immerhin 9,5 der 21 Stunden Gesamtbauzeit.

Zudem sind die Maschinenstunden teuer – sinnlose Bearbeitungsstunden, weil der Druck nicht klappt, oder unnötig lange Arbeitszeiten, weil die Teile falsch orientiert wurden, verteuern das Verfahren. Deshalb nahm das ALM-gerechte Konstruieren von Bauteilen breiten Raum ein, wir durften sogar in einer praktischen Übung selbst Ideen für die Umgestaltung und Positionierung eines Bremspedals sammeln.
Sehr interessant fand ich die letzte Unterrichtseinheit, in der es um die Kalkulation von ALM-Bauteilen ging. Es zeigte sich, dass das Material zwar sehr teuer ist – zwischen 60 Euro für Alu, 100 Euro für Edelstahl bis zu 250 Euro und mehr für Titan – aber die Maschinenstunden trotzdem der beherrschende Faktor sind. Interessanterweise kann deshalb ein Drucken eines Teils in Titan preiswerter oder gleich teuer sein wie in Edelstahl, da sich Edelstahl viel langsamer verarbeiten lässt – Alu erlaubt die Erzeugung von 40 cm³/h, Titan 20 cm³/h und Edelstahl nur 16 cm³/h. So variiert der kalkulierte Preis des Türscharniers zwischen 520 Euro (nur 1 Teil auf der Druckplatte, Titan) und 110 Euro (Alu, 9 Teile auf der Platte).

Trotzdem lohnt sich das Ganze. Das bekannteste Beispiel, die Einspritzdüsen von GE-Jetantrieben, wurde endlich mal mit belastbaren Zahlen untermauert. Ein CFM LEAP-Triebwerk hat 19 dieser komplexen Düsen, die regelmäßig ausgetauscht werden müssen. Statt die komplexe Geometrie wie früher aus 20 Teilen zusammenzuschweißen, druckt GE die Düsen nun in einem Teil. Wenn man weiß, dass die LEAP-Engines in erfolgreichen Flugzeugen wie der A320 Neo, der Boeing 737 MAX oder der neuen chinesischen Comac c919 verbaut werden – 4500 Triebwerke sind aktuell im Einsatz und bestellt – versteht, was GE beim Druck und der nachfolgenden Qualitätssicherung sparen kann. GE erwartet, dass das Unternehmen im Jahr 2020 jährlich 100.000 ALM-Teile produziert und dabei pro Triebwerk 435 Kilo spart. Fast eine Tonne Gewichtsersparnis ist ein Wort, gibt die Lufthansa doch in einem Whitepaper an: „Ein Kilogramm weniger Gewicht auf allen Flugzeugen der Lufthansa Passage spart aktuellen Berechnungen zufolge pro Jahr 30 Tonnen Kerosin ein.“
Der Tag war für mich extrem interessant, die Kursteilnehmer bekamen einen wirklich tiefen Einblick in die Vor- und Nachteile, die Bedingungen und Herausforderungen der Additiven Fertigung in Metall – und das ohne allzu viel Fachchinesisch und gut verständlich. Die Betreuung durch Altair war ebenfalls lobenswert und am Schluss gab es sogar eine Urkunde – was will man mehr?


