
Wie im letzten Blogeintrag zu meinem 3D-Drucker beschrieben, war das Drucken mit ABS bislang ein echtes Problem – entweder hielten die Drucke nicht auf dem Druckbett oder es stockte der Filamentnachschub während des Drucks; im besten Fall war die Qualität unterirdisch. Doch ich wollte unbedingt auf einen anderen Extruder umsteigen, der wegen der schlechten Temperaturbeständigkeit nicht aus PLA bestehen kann. Die Weihnachts- und Jahreswechselfeiertage boten Gelegenheit, dieses Problem einmal konzentriert anzugehen.
Die Crux bei den selbstgebauten 3D-Druckern ist, wie mehrfach beschrieben, nicht der mechanische und elektronische Aufbau, sondern die Entwicklung eines Parametersatzes, der für den eigenen Drucker optimale Ergebnisse liefert. Zu den Parametern zählen unter anderem die Düsen- und Betttemperaturen, die Dicke der ersten und der folgenden Schichten und die Druckgeschwindigkeit. Damit es nicht zu einfach wird, hängen diese Parameter nicht nur voneinander, sondern auch vom verwendeten Filament ab. Dessen Eigenschaften schwanken wiederum nicht nur nach der Art des Materials – PLA, ABS usw. – sondern auch nach Hersteller. ABS oder PLA sind ja auch nur Gattungsbegriffe, jeder Hersteller hat eigene Formeln und damit hat jedes Filament etwas andere Eigenschaften.

Ein Parameterduo hat mich besonders beschäftigt: Filamentdurchmesser und „extrusion multiplier“. Die Slicersoftware, die den Maschinencode für die Steuerung des Druckers erzeugt, muss die Filamentfördermenge korrekt berechnen, denn der Extruder zieht Filament mit einer Nominaldicke von 1,75mm ein und drückt dieses Material durch eine Düse mit 0,35mm Durchmesser. Dazu kann der Slicer nur die Einzugsgeschwindigkeit auf Basis der benötigten Materialmenge steuern – letztere hängt natürlich wiederum von der Druckgeschwindigkeit und Schichtdicke ab.

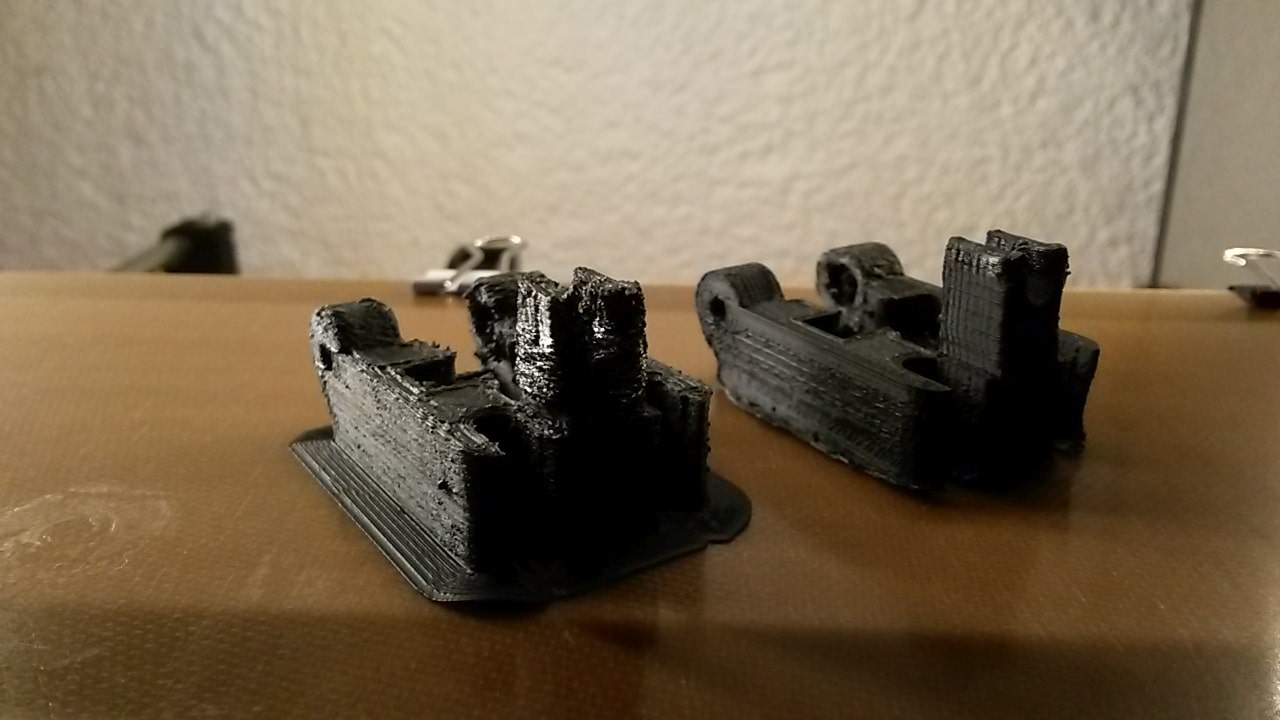
Das Filament hat nur selten den Nominaldurchmesser von 1,75mm – viele Drucker nutzen auch 3mm-Filament – sondern schwankt im Durchmesser. Das bedeutet – weil der Slicer ja keine Informationen über den realen Filamentdurchmesser zu einem bestimmten Zeitpunkt des Drucks hat – dass die Ausstoßmenge mit dem sich ändernden Durchmesser des Filaments ebenfalls schwankt – und das aufgrund des „Übersetzungsverhältnisses“ zwischen 1,75mm-Draht und 0,35mm-Düse nicht gerade wenig. Schiebt der Extruder zu viel Material durch die Düse, hat dieses keinen Platz an der Stelle, wo es abgelegt werden soll, und weicht dann zur Seite aus – diessorgt für raue Wände am Druckobjekt, bei mir hingen teils regelrecht Schlingen aus der Wand. Hier zeigt sich, ob man Qualitätsfilament oder irgendwelches Zeug erwischt hat, das in irgendeiner ostasiatischen Hinterhofklitsche furch den Extruder gejagt wurde. Wirklich gute Druckergebnisse sind nur mit Filament möglich, das eine passende Materialzusammensetzung und einen gleichmäßigen Durchmesser hat.
Filamentdurchmesser – Theorie und Praxis
Man misst, wenn man eine neue Spule anbricht, den Durchmesser an mehreren Stellen – und an mehreren Stellen des Querschnitts, das Material ist gerne auch etwas oval – und ermittelt einen Durchschnitt von beispielsweise 1,69mm, der dann in den Sliceroptionen eingetragen wird. Zudem verhält sich jedes Material etwas unterschiedlich beim Auftragen, sodass man mit dem „extrusion multiplier“ das Übersetzungsverhältnis noch etwas genauer anpassen kann.

Langer Rede kurzer Sinn: Das ABS-Filament, das ich schon im Frühjahr bei einem 3D-Druckerzubehörhändler erstanden hatte, schwankte im Gegensatz zu dessen PLA-Material sehr stark im Durchmesser – der Händler ist inzwischen auch auf einen anderen Lieferanten umgestiegen. Ich konnte zwischen 1,58 und 1,76mm messen – kein Wunder, das meine Drucke sehr unregelmäßige Außenwände hatten. Ich konnte durch Herabsetzen des Multipliers von 1 auf 0,95 etwas bessere Ergebnisse erzielen, wirklich Abhilfe brachte nur eine andere Rolle Filament, diesmal von Touch the Bits in Lippstadt. Inhaber Tobias Theis half mir bei der weiteren Einrichtung, nach etwas Spielen mit der Temperatur gelangen dann wirklich schöne Drucke. Die Facebookgruppe 3D-Drucker, in der ich auch Tobias kennenlernte, war wirklich sehr hilfreich – ich lud immer wieder Bilder meiner Drucke hoch und bekam schnell einen Tipp, welche Einstellung weiterführen könnte.
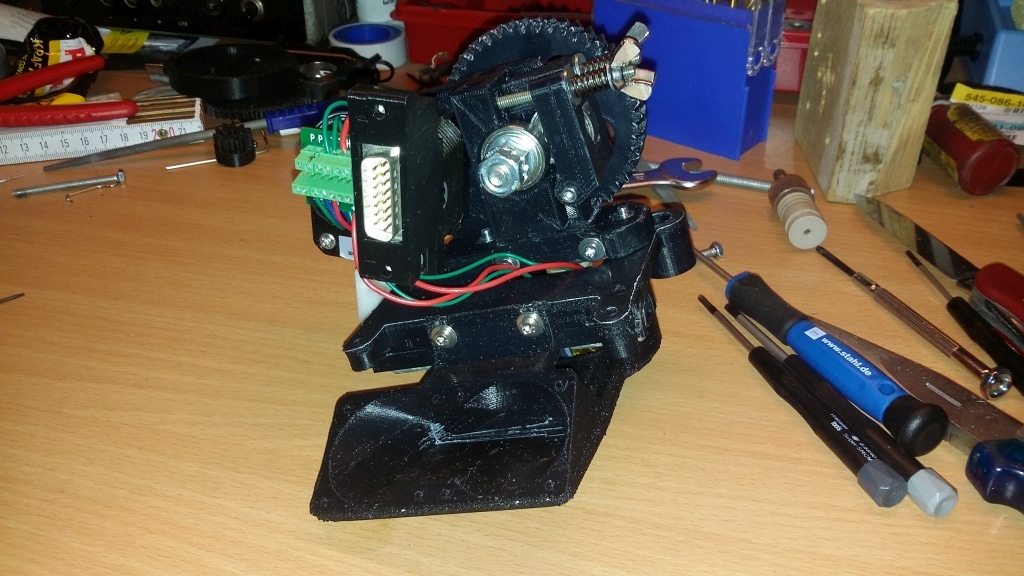
Am Ende konnte ich Vollzug melden – ein neuer Loop Extruder (dankenswerterweise hat der Entwickler eine SolidWorks-Datei beigelegt, so dass ich den Extruder anpassen und für den Mendel90 spiegeln konnte), ein X-Schlitten mit Aufnahme für einen Näherungssensor und ein hitzebeständiger Düsenlüfterkanal waren entstanden. Von meinem Umbau auf automatische Z-Ausrichtung werde ich in einem der nächsten Beiträge berichten.



Könnte man nicht den Durchmesser des Filament automatisch und durchgängig während der Nutzung messen, und Schwankungen gleich in den Druck einfließen lassen?
Wenn er zu gering ist, wird an der Stelle etwas schneller in die Düse geführt.
Und für zu dicke Stellen müsste eine Art Schleifer oder Messer durch dass es läuft den Durchmesser auf 1,75mm bringen.
Wie eine Drehbank aber das Objekt (das Filament) dreht sich nicht.
Ein Gerät dass solche Funktionen hat, ist flexibler was den Einsatz unbekannten billigen Filament angeht.
Auch denkbar,ein Gerät durch dass man vor dem Druck die Rolle laufen lässt.
Als Vorabkontrolle. Und evtl. zugleich zumindest der Schliff/Schnitt auf max. 1,75mm.
Wäre es nicht technisch auch möglich ein fertiges Filament durch eine Maschine zu schicken, die es noch einmal so weit erwärmt, dass es sich mit Druck auf einen gleichmäßigen Durchmesser bringen lässt?
Eigentlich sollte eine Industriemaschine, ein teurer Extruder durchgehend gleichmäßiges Material ausgeben, aber sogar diese Firmen könnten das fertige Filament gleich durch eine Maschine schicken die den Durchmesser kontrolliert, und so weit wie möglich korrigiert.